





BONARC WELDING
Vanguard Steel has been supplying welding consumables for over 30 years under the Trade name BonarcTM. Manufactured in Korea, we are able to control quality and consistency which sets us apart from our competition. Our welding consumables are CWB & CSA approved.

VGD WELDING
With the success of the BonarcTM line, Vanguard Steel has added our VGD WireTM. Branded to take advantage of our increasing reputation for outstanding Quality and Value this wire has established a good reputation in the market. VGD WireTM has made an immediate impact. From the quality of the helix to the consistency of the arc, VGD wire has given the industry an additional choice. These welding consumables are also CWB & CSA approved

MILD STEEL MIG WIRE
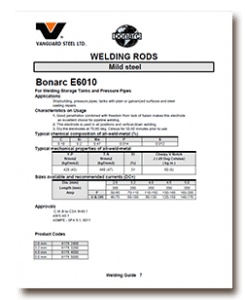
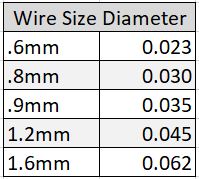
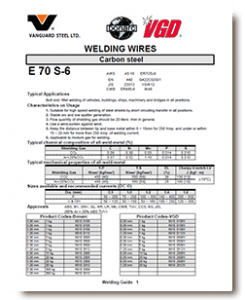
Mild steel MIG wire is a type of welding wire

MILD STEEL FLUX CORE WIRE
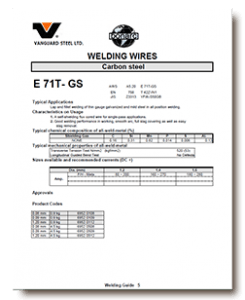
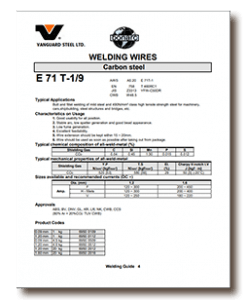
flux core welding wire is tubular and inside the tube is flux
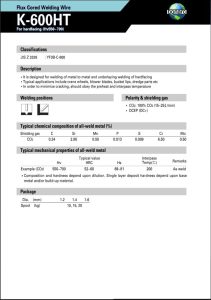
METAL CORE WIRE
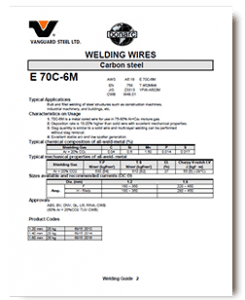
Metal Core is tubular with majority of powder core iron, with varying amounts of other substances added in
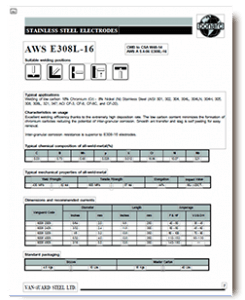
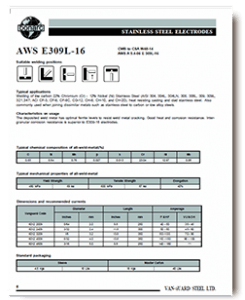
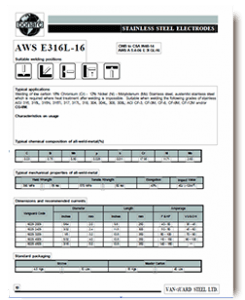
STAINLESS STEEL MIG WIRE
Stainless steel MIG wire is specifically designed for welding stainless steel
STAINLESS STEEL FLUX CORE WIRE
Stainless steel flux-cored welding wire is a type of welding wire used in the process of flux-cored arc welding











Chemical processes for metallically clean surfaces
Vanguard’s welding division carries Antox and other Chemetall products. Below is a list of some of the products we carry or have access to.
The protective passive layer may be damaged during the processing of stainless steels by drilling, turning, milling, bending, welding or heat treatment. The Antox® technology ensures that your metal surfaces are protected from disturbing influences such as temperature-related oxidation and discolouration, metal deposition and organic impurities – without changing their surface structure.
Stock Vancouver Antox 71E Plus – SKU#72010002

