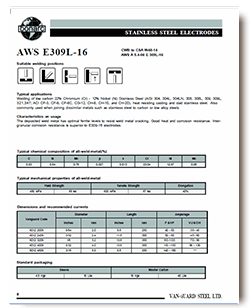
Welding of low carbon 22% Chromium (Cr) – 12% Nickel (Ni) Stainless Steel (AISI 304, 304L, 304LN, 308, 308L, 309, 309L, 321,347; ACI CF-3, CF-8, CF-8C, CG-12, CH-8, CH-10, and CH-20), heat resisting casting and clad stainless steel. Also commonly used when joining dissimilar metals such as stainless steel to carbon or low alloy steels.
Characteristics on usage
The deposited weld metal has optimal ferrite levels to resist weld metal cracking. Good heat and corrosion resistance. Inter-granular corrosion resistance is superior to E309-16 electrodes.
Typical chemical composition of all-weld-metal (%)