Welding of 22%Cr-12%Ni stainless steel and depositing buffer layers for various stainless steels for chemical engineering, textile industries, shipbuilding, and atomic power plant industries.
Characteristics on usage
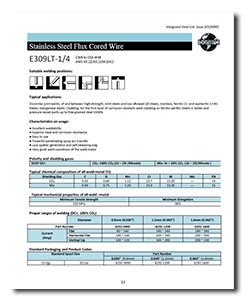
1. E-309LT is a flux-cored wire for use in CO2 or AR+CO2 gas and can produce low carbon 22%Cr-12%Ni all-weld-metal.
2. Low spatter generation, easy slag removal, and excellent bead shape and appearance.
3. High-efficiency welding is obtained in flat and horizontal fillets welding.
4. Welding of dissimilar joints consisting of stainless steel, carbon steel, or low alloy steel.
5. It provides better weldability with superior heat resistance and corrosion resistance.
Typical chemical composition of all-weld-metal (%)