Typical applications Gas shielded flux cored welding wire that can be used for all-position welding. It is intended for semi-automatic and automatic single and multiple pass welding of 490 MPa high tensile steel. Engineered to yield weld-metal mechanical properties down to temperature of -30 ° C (-20° F), with gas mixtures of Argon + 20% CO2 to 100% CO2•
Commonly used when welding of structural steels, bridge building, construction equipment, ship building, farm machinery, and general carbon steel fabrications.
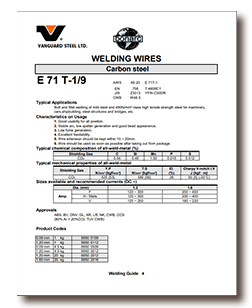
Characteristics on usage
Titania type flux cored wire for all-position welding
Excellent mechanical properties
X-Ray quality welds
Good impact at low temperatures
Excellent usability, very stable arc
Easy slag removal, very little spatter generated and smooth bead shape
Typical chemical composition of all-weld-metal (%)