Excellent welding efficiency thanks to the extremely high deposition rate. The low carbon content minimizes the formation of chromium carbides reducing the potential of inter-granular corrosion. Smooth arc transfer and slag is self peeling for easy removal.
Inter-granular corrosion resistance is superior to E308-16 electrodes.
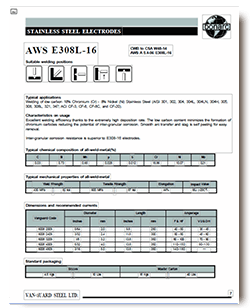
Typical chemical composition of all-weld-metal (%)