| Type of Rod | Typical Applications | Specification |
| 6010 | Covering is low hydrogen, iron powder; common of welding
applications include 71 ksi (490 MPa) class high tensile strength
steels found in structural steels for buildings, bridge
construction, storage tank fabrication, ship building, industrial and mining
machinery fabrication. | CWB to CSA W48-14 Classification: E431 0 AWS/ASME A5.1 – 04 E6010 |
| 6011 | Covering is high cellulose type; common applications include
welding of storage tanks, pipe, pressure vessel fittings, steel sheets, piping and ship construction. | AC & DC
C.W.B. to CSA W48.1 AWS A5.1
ASMFE – SFA 5.1, 6011 |
| 6013 | For Light Structural Steel Applications
Welding of all kinds of light constructional work in all positions, including pipe welding. | CWB to CSA W48-14
Classification: E4313
AWS/ASME A5.1 – 04 E6013 |
| 7014 | Covering is iron powder, Titania type; common welding applications include fillet welding
of structural steels for buildings, bridge, ship structures and general structures. | CWB to CSA W48-14 Classification: E4914
AWS/ASME A5.1 – 04 E7014 |
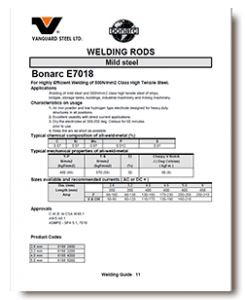
| 7018 | For Highly Efficient Welding of 500N/mm2 Class High Tensile Steel. Applications
Welding of mild steel and 500N/mm2 class high tensile steel of ships, bridges, storage tanks,
buildings, industrial machinery and mining machinery.
Covering is low hydrogen, iron powder; common of welding applications include 71 ksi (490 MPa)
class high tensile strength steels found in structural steels for buildings, bridge construction,
storage tank fabrication, ship building, industrial and mining machinery fabrication. | CWB to CSA W48-14 Classification: E4918-1-H8 AWS/ASME A5.1 – 04 E7018-1 |
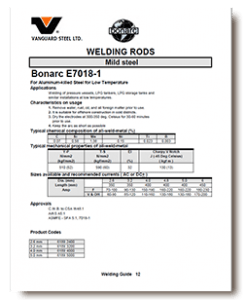
| 7018-1 | For Aluminum-killed Steel for Low Temperature Applications
Covering is low hydrogen, iron powder; common of welding applications include 71 ksi (490 MPa)
class high tensile strength steels found in structural steels for buildings, bridge construction, storage tank fabrication,
ship building, industrial and mining machinery fabrication. | CWB to CSA W48-14 Classification: E4918-1-H8 AWS/ASME A5.1 – 04 E7018-1 |
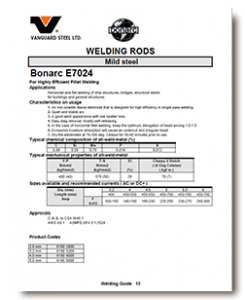
| 7024 | For Highly Efficient Fillet Welding Applications
Horizontal and flat welding of ship structures, bridges, structural steels for buildings and general structures. | CWB to CSA W48-14 Classification: E4924
AWS/ASME A5.1 – 04 E7024 |