




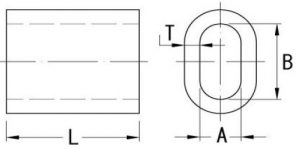
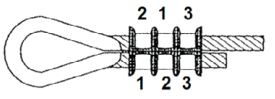
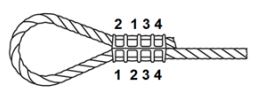






HSC 350 Hand Swager (for aluminum oval sleeves) (350mm)
Wire rope dia (mm,inch):
1.5mm - 1/16" | 2mm - 5/64" | 2.5mm - 3/32" | 3mm - 1/8"
Max cutting capacity: 3.5mm - 1/8"
Note: Select appropriate sleeves according to the wire rope diameter used.

HSC 600 Hand Swager (for aluminum oval sleeves) (600mm)
Wire rope dia (mm,inch):
1.5mm - 1/16" | 2mm - 5/64" | 2.5mm - 3/32" | 3mm - 1/8" | 3.5mm | 4mm - 5/32" | 5mm - 3/16"
Max cutting capacity: 5mm - 3/16"
Note: Select appropriate sleeves according to the wire rope diameter used.

HS 600B Bench Swager (for aluminum oval sleeves) (540mm)
Suitable for large amount of swaging work
Wire rope dia (mm,inch):
1.5mm - 1/16" | 2mm - 5/64" | 2.5mm - 3/32" | 3mm - 1/8" | 3.5mm | 4mm - 5/32" | 5mm - 3/16"
Max cutting capacity: 5mm - 3/16"
Note: Select appropriate sleeves according to the wire rope diameter used.