Zirconated Tungsten

Zirconiated Tungsten. Colour Code Brown MSDS This electrode can handle higher amperage levels and work well with both transformer and inverter power sources making them an excellent alternative to the green pure tungsten electrodes for magnesium and aluminum alloys. Product Codes 6408-1000 .040″ x 7″ 6408-1600 1/16″ x 7″6408-2400 3/32″ x 7″6408-3200 1/8″ x 7″6408-4000 […]
Pure Tungsten

Pure Tungsten. Colour Code: Green MSDS This electrode contains at least 99.5% tungsten and delivers all of the properties associated with tungsten such as superior conductivity durability and performance. Pure tungsten offers good arc stability for AC sine wave welding on deal for welding of aluminum and magnesium. NOT used for DC welding. Product Codes […]
E308L T-1
AWS E316L-16 Suitable welding positions CWB to CSA W48-14 AWS A 5.4-06 E 31 GL-16 MSDS Typical applications Welding of low carbon 18% Chromium (Cr) – 12% Nickel (Ni) – Molybdenum (Mo) Stainless steel, austenitic stainless steel which is required where heat treatment after welding is impossible. Suitable when welding the following grades of stainless […]
E316L-16
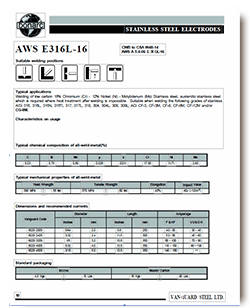
AWS E316L-16 Suitable welding positions CWB to CSA W48-14 AWS A 5.4-06 E 31 GL-16 MSDS Typical applications Welding of low carbon 18% Chromium (Cr) – 12% Nickel (Ni) – Molybdenum (Mo) Stainless steel, austenitic stainless steel which is required where heat treatment after welding is impossible. Suitable when welding the following grades of stainless […]
E309L-16
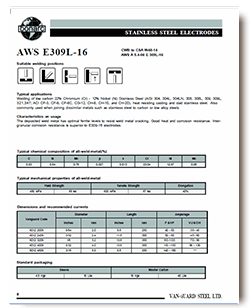
AWS E309L-16 Suitable welding positions CWB to CSA W48-14 AWS A 5.4-06 E 309L-16 MSDS Typical applications Welding of low carbon 22% Chromium (Cr) – 12% Nickel (Ni) Stainless Steel (AISI 304, 304L, 304LN, 308, 308L, 309, 309L, 321,347; ACI CF-3, CF-8, CF-8C, CG-12, CH-8, CH-10, and CH-20), heat resisting casting and clad stainless steel. […]
E308L-16
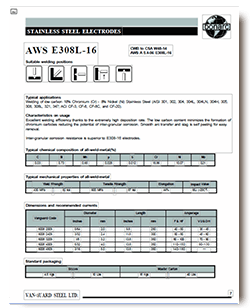
Back MSDS AWS E308L-16 Suitable welding positions CWB to CSA W48-14 AWS A 5.4-06 E308L-16 Typical applications Welding of low carbon 18% Chromium (Cr) – 8% Nickel (Ni) Stainless Steel (AISI 301, 302, 304, 304L, 304LN, 304H, 305, 308, 308L, 321, 347; ACI CF-3, CF-8, CF-8C, and CF-20). Characteristics on usage Excellent welding efficiency thanks […]
E70C-6M
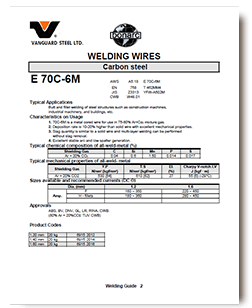
Back MSDS E 70C-6M Suitable welding positions CWB to CSA W48-14 Classification: E490T15-M21 A3-CS1 -HS (E492C-6M-H8) AWS/ASME A5.36/A5.36M:2016 Typical applications Butt and fillet welding of steel structures such as construction machines, industrial machinery, and buildings, etc. Characteristics on usage Very good Charpy V notch toughness at low temperatures Good penetration and excellent welding characteristics Excellent […]
E7024
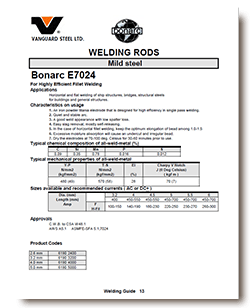
Back Click to download page MSDS E7024 Suitable welding positions CWB to CSA W48-14 Classification: E4924 AWS/ASME A5.1 – 04 E7024 Typical applications Covering is iron powder, titania type. Used for flat and horizontal fillet welding of structural steels for buildings, bridge, ship structures and general structures. For Highly Efficient Fillet Welding Applications Horizontal and […]
E7018-1
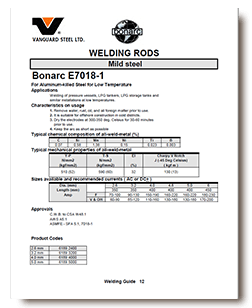
Back Click to download page MSDS E7018-1 Suitable welding positions CWB to CSA W48-14 Classification: E4918-1-H8 AWS/ASME A5.1 – 04 E7018-1 Typical applications For Aluminum-killed Steel for Low Temperature Applications Covering is low hydrogen, iron powder; common of welding applications include structural steels for buildings, bridge construction, storage tanks fabrication, ship building, and industrial and […]
E7018
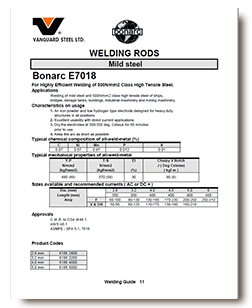
Back Click to download page MSDS E7018 Suitable welding positions CWB to CSA W48-14 Classification: E4918-1-H8 AWS/ASME A5.1 – 04 E7018-1 Typical applications For Highly Efficient Welding of 500N/mm2 Class High Tensile Steel. Applications Welding of mild steel and 500N/mm2 class high tensile steel of ships, bridges, storage tanks, buildings, industrial machinery and mining machinery. […]